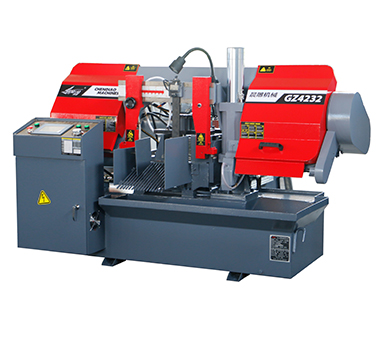
对刀操作:a.点动锯床栋梁下移开关,调节锯齿距工件加工表面距离为2-5MM;b.根据工件的加工范围和材质,调节锯床进给速度开关,选择合适的锯削速度,调节栋梁上小滑板之间的距离S到合适位置(S≧工件切削宽度60MM左右)。启动锯床锯条运转开关开始锯削加工:a.合上锯削安全挡板,保障锯削过程中的安全;b.启动带锯运转开关进行切削工作。

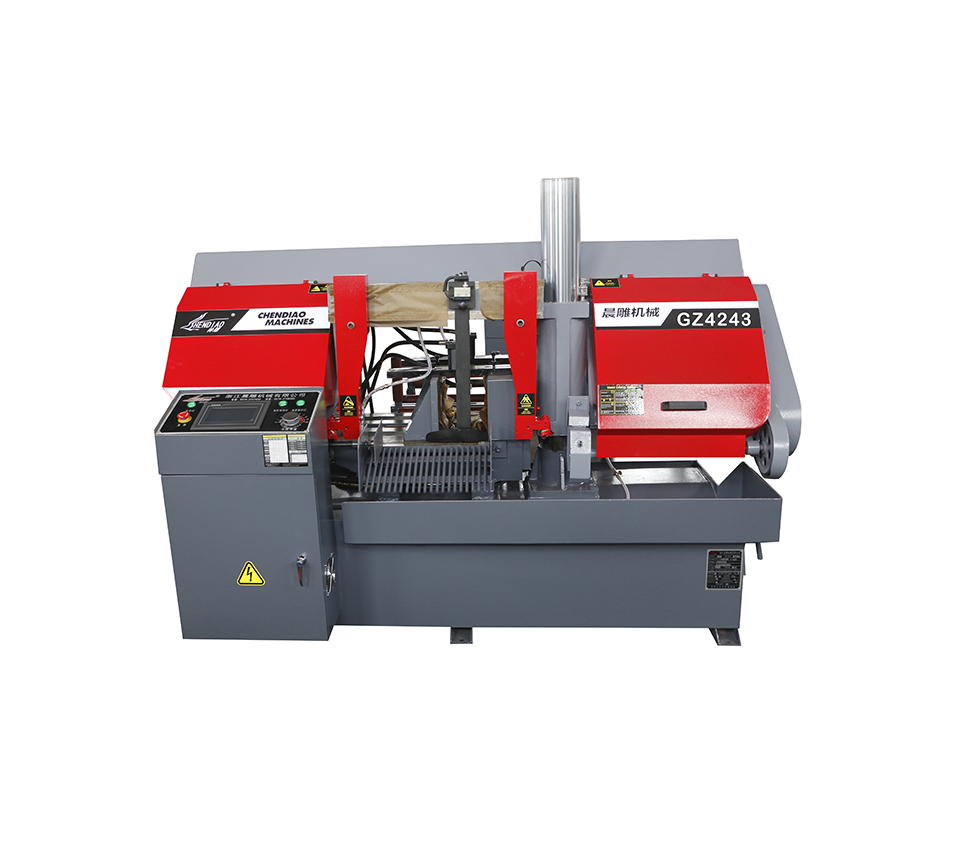
在批量加工中,数控锯床的高精度,和同一性,同样能降低人工劳动等方面可以很好的提高效率保证质量。从经济性方面:单件普通精度,普通带锯床占优;批量高精度加工,数控锯床占优。基于普通带锯床与数控带锯床之间的渊源,要想操作好数控锯床,普通带锯床是基础,所以不但要学好理论,还必须具有一定的普通带锯床操作基础,这样才能成为一名优秀的数控车工。